Glass bonded to CTE-matching silicon by IMRA DX series laser source.
IMRA’s FCPA DE and DX femtosecond fiber lasers provide a unique advantage over continuous wave or long pulsed laser sources in that they allow people to decide if, when, and at what specific location they would like a transparent material to become non-transparent and instead absorb laser light. This fundamental shift in process mechanism is due to the high pulse peak power of the femtosecond laser source, which effectively alters the state of matter at the focal point. With high pulse energy femtosecond lasers the transparent material no longer dictates what happens to the light. Instead, it is the light that dominates and determines what will happen to the material.
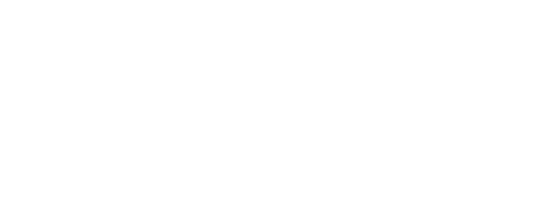
Weld line at glass/glass interface. Images indicate a very strong weld and that the two pieces of glass are fused together.
This unique capability of Femtosecond Laser Transparent Material Processing (FLTMP) can be applied to welding two transparent materials, or transparent to opaque materials. Focus a high pulse energy femtosecond laser beam into a transparent material and light will propagate and travel through the medium until it reaches the focal point. At that point, due to the higher local intensity, the material becomes absorbent and the laser energy converts into heat. Welding of two materials can be achieved by setting the focal point at or adjacent to the interface of two materials. High temperatures can reach the focal point and result in melting and eventual bonding of the two transparent materials—glass to glass, for example.
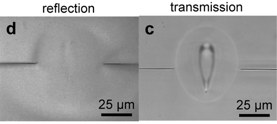
Glass bonded to glass with a thin layer of coated material at the interface. Width of melted region is ~10 microns.
In some cases, glass to glass welding may be made with a conductive or special-function thin layer of material deposited on one surface in between the two substrates. It is important to ensure that both the glass and the thin layer material reach the melting temperature. Once this occurs, the molten glass from both substrates and the deposited material mix to form a bond at the interface. This process requires careful analysis of laser parameters and exposure technique to obtain the optimal weld strength.
Copper sheet welded to glass by IMRA DE series laser source.
Glass technology now allows for matching the Coefficient of Thermal Expansion (CTE) to certain materials within a specific operating temperature range. When FLTMP is applied to weld two dissimilar materials, such as Si or metals to glass, matching the CTE is crucial. After these materials are welded, the bond strength will be stronger and the layers will not separate on their own as temperatures fluctuate.
Glass bonded to stainless steel. 20 weld lines are made in order to produce a hermetically sealed part.
Other variables to the strength of transparent welding is the weld line width and the overall amount of surface area processed. A wide weld surface area determines the sealing quality. In addition to a strong weld, hermetic sealing is also required when a section of the substrate area is required to be fully sealed from the outside. One approach to obtaining both a good seal and a strong weld is to generate multiple weld lines. If a single weld line has some defects that allow leakage, then additional lines will prevent the leakage from radiating through the entire device.
A key challenge for successful FLTMP is to obtain optimal process range. In all welding scenarios, if the laser power is too low then the material heating at the focal point is reduced, and either the material does not weld, or the weld strength is weak. If too much is used on the material then cracks or chipping can occur. Excessive laser intensity will lead to ablating the material instead of melting it. IMRA’s DE and DX lasers can typically produce far more peak intensity, pulse energy and average power than is required to weld; therefore only a fraction of the available average laser power is used for a given process-head. Often, a single DE or DX laser source can supply optical power to multiple process-heads to significantly improve throughput. It is imperative that high quality parts can be made at a reasonable production rate, especially as each specific application is different and has different Return on Investment (ROI) requirements. Throughput calculations for ROI also depend on other factors, such as stage movement, scanning method, gantry, and rotary stages, and can be calculated for each individual case. A comprehensive process strategy analysis is needed to optimize ROI for large volume productions. IMRA’s Application Development Center will establish the processing method needed and help develop the ROI strategy. The highly reliable and consistent DE and DX laser sources ensure maximum throughput and up-time for FLTMP welding and high precision manufacturing.