
Chirped pulse amplification (CPA) is a Nobel-prize winning technology that was first developed in the 1980s, but it was not acknowledged by the Nobel committee until 2018. Almost forty years have been spent commercializing this technology, and it now offers a raft of benefits to numerous real-world applications. IMRA has collaborated with one of the technology’s founding professors to generate the novel technique of fiber CPA (FCPA). Eye surgery, material processing, microscopy, and glass welding are among the many application areas that have already benefitted from the realization of FCPA at commercial scales.
In this blog post, IMRA explores the benefits of FCPA with a focus on glass welding in greater depth.
Challenges of Glass Welding
Light will transmit through a material if it is non-absorbing, or if the pulses of light have low peak powers. We see this in glass, which can subsequently be difficult to weld with any level of precision. Manufacturers today often use lasers that rely on material absorption, which is where the glass appears black and absorbs light. The challenge with this is that the top surface will start absorbing and melting first, making it impossible to target specific locations such as the interface.
To bond glass together, glassmakers have historically used ovens to soften workpieces before fusing them together. Yet, this is a time-consuming method that does not lend itself well to industrial-scale processing.
Another solution for glass-to-glass bonding is the use of bonding agents. This enables transparent materials to be attached together simply by using an appropriate adhesive. However, there is always a mismatch between the material properties of the glass and those of the bonding agent. Changes in temperature and atmospheric pressure can cause the bonding agents to lose their structural integrity, causing them to release. It is also possible to weld two glass substrates using an interface material which absorbs the laser light.
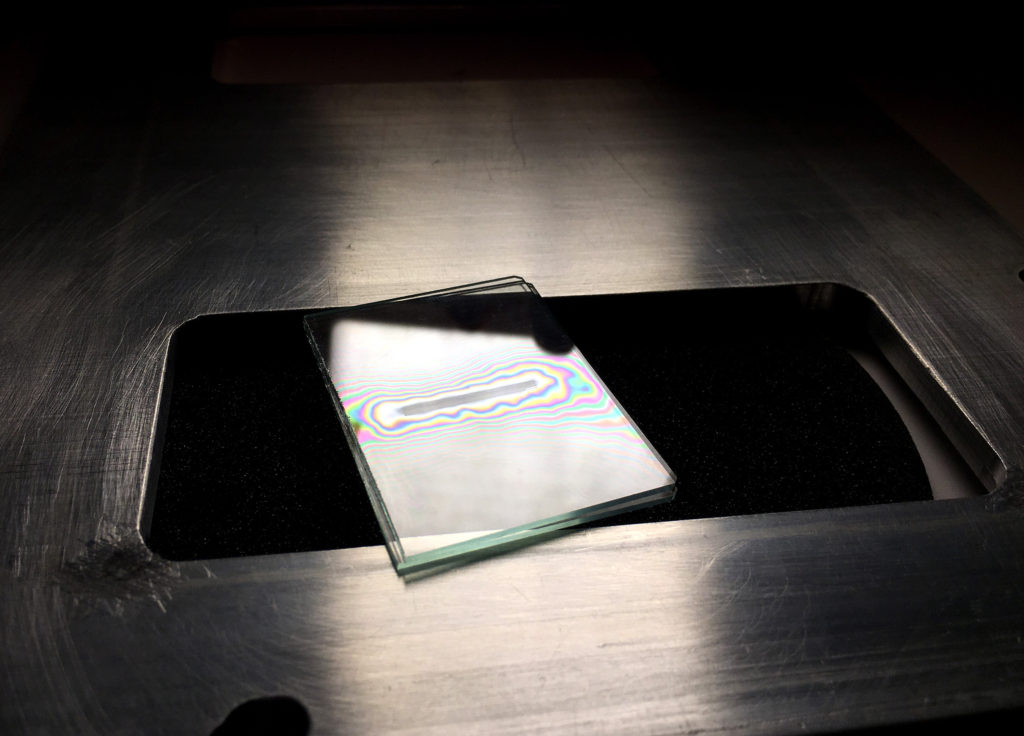
Glass welding is the ideal solution for accurate bonding at the interface between two transparent substrates, particularly for precision applications or end-products with challenging end-use specifications.
Principles of FCPA Glass Welding
The underlying principle of FCPA involves the generation of short pulses of laser light with extremely high peak powers. When materials are exposed to such pulses, they do not behave as expected. The peak power of an FCPA laser is on an order up to the hundreds of megawatts, which is much higher than glass can easily transmit. Instead, it becomes absorptive at the point where the intensity is highest.
An FCPA laser can be trained on the interface between two transparent materials, or a transparent material and a dissimilar substrate, to selectively melt glass at that specific location. Other methods of glass welding that rely on absorption cannot do this.
Benefits of FCPA Glass Welding
All the aforementioned techniques are at a disadvantage to FCPA for several reasons. Firstly, FCPA is one of the most precise methods of glass welding currently available, enabling highly selective welding at extremely small scales. Distinct sections can be welded on a semiconductor wafer, for example, rather than simply heating the entirety of the substrate for bonding. It is also uniquely suited for processing parts that can withstand high temperatures and pressures, as the materials are truly fused together and are not subjected to the gradual degradation of bonding agents or additive materials.
Learn More: 4 Uses of Femtosecond Fiber Lasers
Glass welding with FCPA is also rapid, as the laser can be programmed to scan several areas across a surface, fusing distinct locations together with speed and accuracy. This can significantly increase throughout for appreciable ROIs.
FCPA Glass Welding with IMRA
IMRA has been involved in the storied development of FCPA technology for years, now offering a series of FCPA lasers suitable for glass-to-glass welding applications. We can assist in standard glass welding operations, with additional functionalities to suit unique throughput requirements.
We can also facilitate glass welding to metal substrates as varied as copper, stainless steel, and aluminum. Glass and silicon can also be matched by coefficients of thermal expansion (CTE) for advanced PCB manufacturing. If you would like to learn more about FCPA glass welding, please do not hesitate to contact us directly.

What happens to the glass temper as it is welded together? Does it increase the temper on the edge compared to the rest of the glass area? Can you glass weld across a small gap or must the glass pieces make contact? How fast is the glass welding speed for 2.6mm thick glass in mm/S?
Cool stuff indeed, but I have questions (as you can see!)